
Produktas




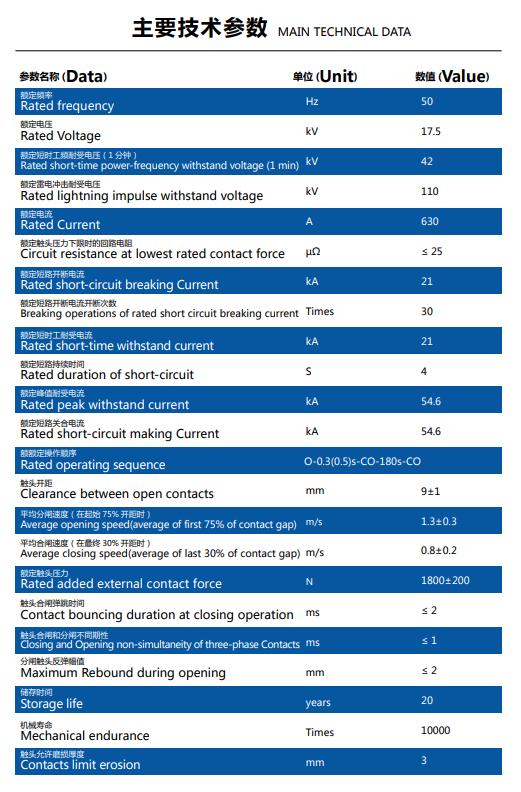
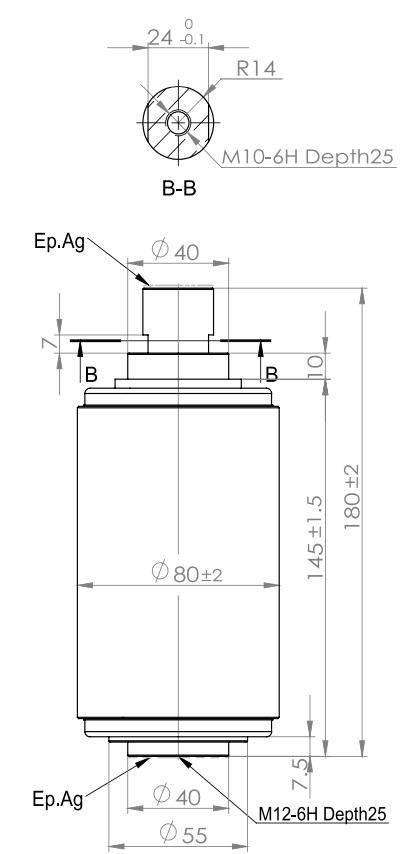
Vakuuminis pertraukiklis eksportui TD-17.5/630-21 (188)
Trumpas gaminio aprašymas:
Vakuuminių pertraukiklių mazgai iš pradžių buvo surinkti ir sulituoti kartu vandenilio atmosferos krosnyje.Vamzdis, prijungtas prie pertraukiklio vidaus, buvo naudojamas pertraukikliui evakuoti naudojant išorinį vakuuminį siurblį, o pertraukiklis buvo palaikomas maždaug 400 ° C (752 ° F).Nuo aštuntojo dešimtmečio pertraukiklių komponentai buvo surenkami aukšto vakuumo litavimo krosnyje taikant kombinuotą litavimo ir evakuacijos procesą.Dešimtys (arba šimtai) butelių apdorojami viena partija, naudojant aukšto vakuumo krosnį, kuri įkaitina juos iki 900 °C temperatūroje ir 10–6 mbar slėgyje.Taigi, pertraukikliai atitinka kokybės reikalavimą „užsandarintas visam gyvenimui“.Dėl visiškai automatinio gamybos proceso aukšta kokybė gali būti nuolat atkuriama bet kuriuo metu.
Tada pertraukiklių įvertinimas naudojant rentgeno procedūrą naudojamas vidinių komponentų padėčiai, užbaigtumui ir litavimo taškų kokybei patikrinti.Tai užtikrina aukštą vakuuminių pertraukiklių kokybę.
Formavimo metu galutinė vakuuminio pertraukiklio vidinė dielektrinė stipris nustatoma palaipsniui didėjant įtampai ir tai patikrinama vėlesniu žaibo impulso įtampos bandymu.Abi operacijos atliekamos su didesnėmis reikšmėmis, nei nurodytos standartuose, kaip vakuuminių pertraukiklių kokybės įrodymą.Tai būtina sąlyga ilgam ištvermei ir aukštam prieinamumui.
Tam tikromis aplinkybėmis vakuuminis grandinės pertraukiklis gali priversti srovę grandinėje iki nulio prieš natūralų nulį (ir srovės atsukimą) kintamosios srovės grandinėje.Jei pertraukiklio veikimo laikas yra nepalankus kintamosios įtampos bangos formos atžvilgiu (kai lankas užgęsta, bet kontaktai vis dar juda, o jonizacija dar neišsisklaido pertraukiklyje), įtampa gali viršyti tarpo atsparumo įtampą.
Šiais laikais, esant labai mažai srovei, vakuuminiai grandinės pertraukikliai nesukels viršįtampio, kuris galėtų sumažinti aplinkinių įrenginių izoliaciją.
-

Vakuuminis pertraukiklis apkrovos pertraukimo jungikliui (205A)
-

Vakuuminis pertraukiklis skirtas MV VCB (keraminis apvalkalas, Ra...
-

Vakuuminis pertraukiklis skirtas MV VCB, VS1 ZN28 ZN63
-

Vakuuminis grandinės pertraukiklis VCB
-

Tvirtai sandarus stulpas vakuuminiam pertraukikliui
-

Vakuuminis pertraukiklis pripučiamai spintelei (132A)





